La SFL EVO è una macchina lineare di soffiaggio, che può essere munita da 1 fino a 8 cavità di soffiaggio e può produrre un’ampia gamma di contenitori.

Produrre bottiglie vino in Pet a lunga conservazione con la soffiatrice SFL EVO di Sipa!
La piattaforma può produrre bottiglie standard e personalizzate per riempimento a temperatura ambiente e a caldo, contenitori ovali con collo orientato, bottiglie multilayer, bottiglie leggere e piccoli contenitori per l’industria farmaceutica, ma anche grandi contenitori fino a 12 litri ad alta produttività.

Comparazione bottiglie in Pet con le bottiglie in vetro
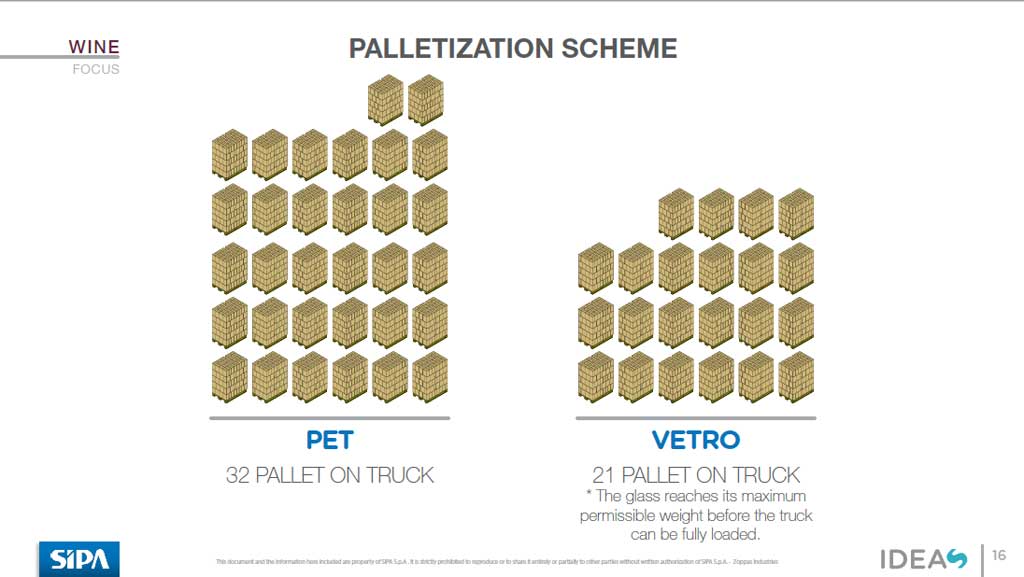
Schema di paletizzazione a confronto bottiglie in Pet e bottiglie in vetro
Impianto di manipolazione della preforma
Le preforme per la produzione industriale di bottiglie sono scaricate alla rinfusa dalle scatole di trasporto nella tramoggia preforme; un ribaltatore per cartoni standard e cartoni speciali è disponibile come opzione.
Le preforme sono poi movimentate dalla tramoggia tramite un nastro elevatore fino all’allineatore, tale sistema di allineamento è localizzato in una posizione elevata rispetto alla ruota di soffiaggio e ai forni, per consentire un apporto uniforme di preforme.
Le preforme sono allineate per gravità tramite due cilindri rotanti con il collo rivolto verso l’alto e si preparano a scorrere all’interno della macchina tramite uno scivolo regolabile in larghezza posto all’interno della cabina di sicurezza.
Trasferimento della preforma e condizionamento termico
Dallo scivolo di alimentazione le preforme sono caricate sulla catena di movimentazione tramite una ruota di carico senza pinze. Il platorello s’infila gradualmente nel collo della preforma tramite una molla che viene rilasciata tramite una camma meccanica.
Durante la fase di riscaldamento, le preforme ruotano continuamente per una perfetta distribuzione simmetrica del calore. I forni sono ventilati per mantenere la temperatura interna delle preforme bassa in modo che sia evitato un riscaldamento eccessivo della loro parete esterna. I forni sono modulari in questo modo possono essere integrati nei vari modelli in base alle esigenze di riscaldamento.
Le preforme trasportate all’interno di ogni forno passano davanti alle otto (8) lampade a infrarossi da un lato e da specchi con fessure verticali dall’altro; l’aria passa sulle preforme in direzione perpendicolare al loro asse, essendo stata aspirata da dei ventilatori centrifughi a velocità controllabile dalla parte inferiore dei forni secondo il seguente ordine: prima attraverso gli specchi, poi attraverso le preforme e le lampade essendo infine aspirata completamente nella parte superiore dei forni.
Per riscaldare preforme speciali sono disponibili come opzione: forni con lampade aggiuntive (9° e 10°), con passo lampada ridotto o con lampade di intensità superiore.
Le preforme nel passaggio tra i due banchi di forni hanno un determinato intervallo di tempo senza alcun tipo di riscaldamento, tale periodo è necessario per l’inversione della temperatura nelle preforme; durante questo arco di tempo la preforma non ruota.
All’uscita dei forni le preforme sono trasferite alla pressa di soffiaggio tramite un sistema con vite a passo variabile azionato da un servomotore, tale sistema è in grado di combinare il movimento continuo della catena preforme con il movimento a passo della pressa di soffiaggio. Il sistema di trasferimento è anche in grado di inserire le preforme con passo uguale a quello di soffiaggio, che è sempre maggiore rispetto al passo della catena preforme.
Stiro – soffiaggio
La fase di stiro-soffiaggio avviene all’interno di una pressa di soffiaggio completamente elettrica. Lo stampo di soffiaggio è installato con un numero di cavità che dipende dal modello della macchina.
Lo stiro assiale delle preforme è eseguito dalle aste di stiro, le quali si muovono insieme e sono guidate da un servomotore; in tal modo la ripetibilità e la consistenza del processo di soffiaggio sono aumentate notevolmente.
Il pre-soffiaggio con aria a bassa pressione e il soffiaggio con aria ad alta pressione sono regolati da valvole pneumatiche controllate elettronicamente, in base ai dati salvati nelle ricette di produzione con i parametri di processo e garantiscono quindi un set-up veloce, preciso e ripetitivo dei parametri di soffiaggio.
Durante il processo di soffiaggio ad alta pressione, l’apertura dello stampo è bloccata grazie ad un’appropriata compensazione usando la stessa aria di alta pressione; il sistema di recupero aria è disponibile in diverse configurazioni per il soffiaggio lineare; le valvole di ricircolo sono integrate nello stesso blocco delle valvole di soffiaggio.
Espulsione bottiglie
Al termine del processo di soffiaggio, quando l’aria è esaurita, lo stampo di soffiaggio si apre per rilasciare le bottiglie soffiate. Queste bottiglie sono poi scaricate da un sistema di trasferimento lineare, il quale è integrato meccanicamente alla pressa di soffiaggio.
La macchina può disporre come opzione di un sistema di scarico a valle in base alle richieste specifiche del cliente (nastro trasportatore, nastro trasportatore ad aria, ecc.)
Software di controllo
L’automazione ed il controllo della macchina di soffiaggio, viene effettuato tramite il software PLC, avvengono tramite un touch screen ad interfaccia grafica, che permette di accedere a tutti i parametri per il controllo della macchina, del processo di soffiaggio a caldo, degli allarmi e relativa diagnostica, delle statistiche di produzione. Fornisce inoltre una connessione modem con SIPA On-Line Teleservice per l’assistenza clienti.
Sistema di ricircolo aria (ARS®)
Il sistema di ricircolo aria (ARS®) può essere fornito come opzione per la SFL. Questo sistema recupera l’aria scaricata da ciascuna cavità di soffiaggio in un serbatoio d’aria incorporato nella macchina e la ridistribuisce in caso di necessità per il presoffiaggio e per l’aria di servizio, così come per altre necessità dello stabilimento, quando applicabile.
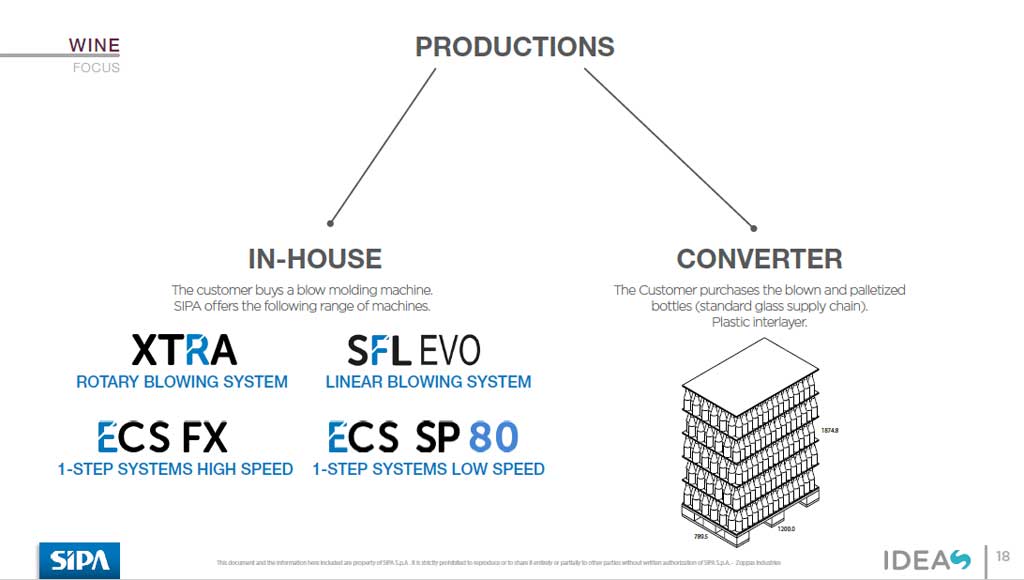
I due modi di produrre le bottiglie in Pet
Come opzione alternativa può essere installato nella SFL l’ARS Plus®; questo pacchetto di aggiornamento permette addirittura un ulteriore risparmio di aria compressa senza interferire con le condizioni di processo.
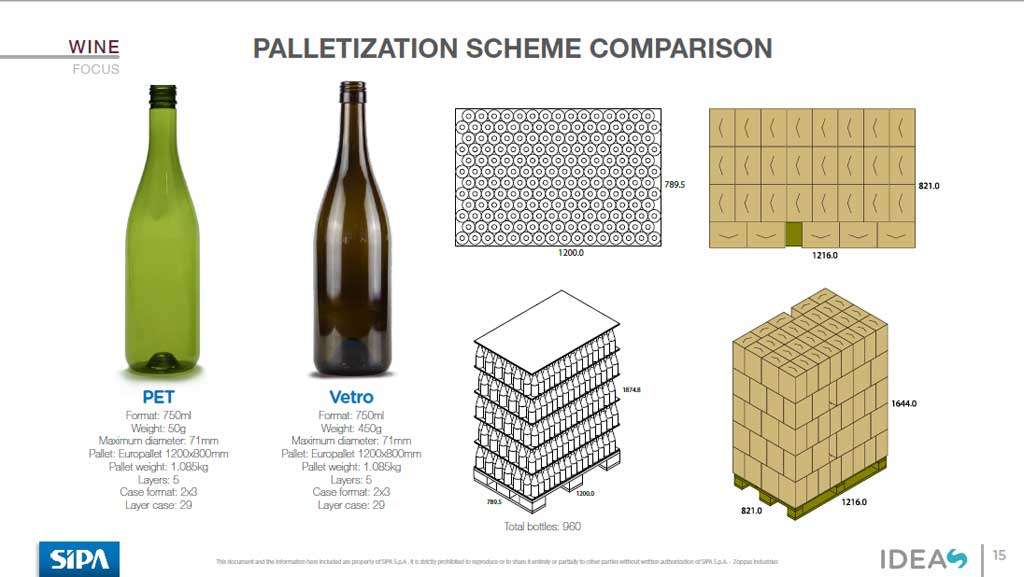
I palett bottiglie in Pet e bottiglie in vetro